凹版印刷机作为软包装行业一种最基础、最常用的印刷设备,在国内外都得到了广泛的应用。干燥系统是凹版印刷机的关键组成部分,对印刷机能否高速生产起到重要的作用,也是印品质量、套印精度、溶剂残留量符合国家安全要求的有力保障。
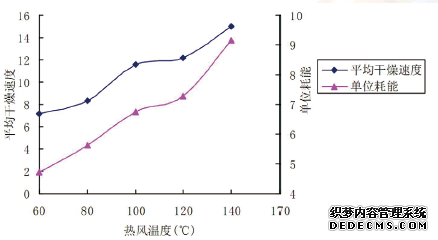
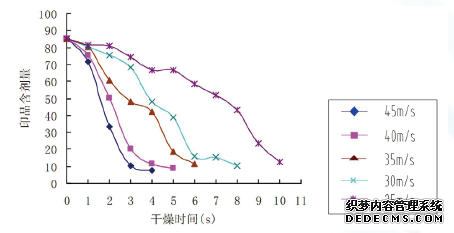
在凹版印刷生产工艺中,干燥能力对印刷品质的影响是非常大的,特别是高速机(350m/min以上),干燥系统的“高效、节能、环保”等综合性能必然是今后的发展方向。设计干燥系统的结构,首先要利用好热风三要素,即“热风温度、热风风速、烘箱内的浓度差”来实现高效干燥。其次,干燥系统的管道布置要符合流体力学的特点,尽可能减少风阻。 整体设计思路是根据热传递、空气动力学、机械结构设计等理论知识, 确定干燥系统参数作为理论依据,并通过SOLIDWORKS Flow simulation应用、实物验证测试,对各个影响因素进行多项式回归分析, 建立印品对流干燥参数与溶剂残留量的数学模型,并用软件的编程予以实现。通过精确计算确定干燥系统的设计参数,为干燥系统的优化设计和性能提升提供重要依据。 印品的温度和印品中溶剂的温度随着热风温度的增高而升高。溶剂温度升高后,印品中溶剂蒸汽的压力和溶剂的流动都加大,给印品的干燥加速创造了条件。 通过多次实际测试,在溶剂含量50%、印刷速度400m/min、1250mm幅宽,版辊图案为满版,热风速度40m/s条件下,按不同的热风温度对印品进行热风对流干燥实验,结果见图1、图2。 由图1、图2可知,随着热风温度的升高,印品的干燥速度增大,温度越高,达到彻底干燥的时间越短。这说明提高热风温度,可以加快印品表面溶剂的蒸发速度,印品内部的溶剂则由于内、外含溶剂量的梯度增加和温度的梯度增加,扩散速度加快,因此提高热风温度有利于提高印品干燥速度。 随着热风温度的升高,干燥速度相应加快,单位能耗也相应增加。但当温度达到100~120℃,干燥速度几乎不变,单位能耗仅略有增加。120℃以后,干燥速度及单位能耗又迅速提高。 但在实际印刷过程中,因为料膜的物理特性,塑料薄膜加热温度在100℃以下,纸张的加热温度在160℃以下,温度越高变性越大,套印精度越差,一般都不会无限升高温度。 印品干燥时溶剂挥发的阻力可分为内部阻力和外部阻力。内部阻力主要与印品本身特性、溶剂含量、温度等因素有关,外部阻力直接与影响热风和印品表面之间质量交换系数的热风速度有关。热风速度是影响印品干燥的重要外部因素。 在加热温度120℃,溶剂剂量85%,印刷速度400m/min,1250mm幅宽,版辊图案为满版的条件下,按不同风速对印品进行热风对流干燥实验,结果见图3、图4。 由图1-3、1-4可知,随着热风速度的升高,印品的干燥速度增大,达到要求的溶剂含量越快。这说明提高热风速度,使印品表面上的界层受到破坏,并使已从印品表面吸收了溶剂蒸汽的介质被迅速驱走,这就改善了热和溶剂的传递条件,加快了干燥进程,因此提高热风速度有利于提高印品干燥速度。同时,随着热风速度的提高,单位能耗逐渐降低。说明在不影响印刷质量的前提下,增大热风速度,既可提高干燥速度,又可节约能源,是提高印品干燥效率的有效途径。